
ప్లానెటరీ గేర్ల సెట్ల సంఖ్య. ప్లానెటరీ గేర్ల సమితి పెద్ద ప్రసార నిష్పత్తిని అందుకోలేనందున, పెద్ద గేర్ నిష్పత్తి కోసం వినియోగదారు యొక్క అవసరాలను తీర్చడానికి కొన్నిసార్లు రెండు లేదా మూడు సెట్లు అవసరమవుతాయి. 1) అవుట్పుట్ షాఫ్ట్ సగం షాఫ్ట్ ఉన్న రీడ్యూసర్ యొక్క షాఫ్ట్ సీల్ మెరుగుపరచబడింది: బెల్ట్ కన్వేయర్, స్క్రూ అన్లోడ్ మెషిన్ మరియు ఇంపెల్లర్ కోల్ ఫీడర్ వంటి చాలా పరికరాల రీడ్యూసర్ యొక్క అవుట్పుట్ షాఫ్ట్ సగం షాఫ్ట్, ఇది సవరించడానికి సౌకర్యంగా ఉంటుంది. రీడ్యూసర్ను విడదీయండి, కప్లింగ్ను తీసివేసి, రీడ్యూసర్ యొక్క షాఫ్ట్ సీల్ ఎండ్ కవర్ను తీసివేసి, మ్యాచింగ్ స్కెలిటన్ ఆయిల్ సీల్ సైజు ప్రకారం అసలు ఎండ్ కవర్ వెలుపలి వైపు ఫ్రేమ్ ఆయిల్ సీల్ను ఇన్స్టాల్ చేయండి. స్ప్రింగ్ ఉన్న వైపు లోపలికి తిప్పబడుతుంది. మళ్లీ లోడ్ చేస్తున్నప్పుడు, ఎండ్ క్యాప్ కప్లింగ్ యొక్క అంతర్గత ముగింపు ఉపరితలం నుండి 35 మిమీ కంటే ఎక్కువ ఉంటే, ఎండ్ క్యాప్ వెలుపల షాఫ్ట్లో స్పేర్ ఆయిల్ సీల్ను ఇన్స్టాల్ చేయవచ్చు. ఆయిల్ సీల్ విఫలమైతే, దెబ్బతిన్న ఆయిల్ సీల్ను బయటకు తీయవచ్చు మరియు స్పేర్ ఆయిల్ సీల్ను ఎండ్ కవర్లోకి నెట్టవచ్చు. బాడీ రిడ్యూసర్ను అర్థం చేసుకోవడం మరియు షాఫ్ట్ను విడదీయడం వంటి సమయం తీసుకునే మరియు శ్రమతో కూడిన ప్రక్రియను తొలగించండి. అంటే, తగ్గింపు నిష్పత్తి ఎంత పెద్దదైతే, దశలు/దశల సంఖ్య అంత ఎక్కువగా ఉంటుంది మరియు సామర్థ్యం తక్కువగా ఉంటుంది.

కూర్పు నిర్మాణం:
నిర్మాణ కారణాల దృష్ట్యా, సింగిల్-స్టేజ్ క్షీణత కనిష్టంగా 3 మరియు గరిష్టంగా సాధారణంగా 10 కంటే తక్కువగా ఉంటుంది. సాధారణ క్షీణత: 3.4.5.7.10, 15, 20, 25, 30, 35, 40, 50, 70 , 80, 100. క్షీణత యొక్క 3 కంటే ఎక్కువ దశలు, కానీ కొన్ని పెద్ద తగ్గింపులు కస్టమ్ రీడ్యూసర్ల కంటే 4 స్థాయిల క్షీణతను కలిగి ఉంటాయి. సర్వో ప్లానెటరీ రీడ్యూసర్ యొక్క రేట్ చేయబడిన ఇన్పుట్ వేగం 18000 rpm వరకు చేరుకుంటుంది (రిడ్యూసర్ యొక్క పరిమాణాన్ని బట్టి, పెద్ద రీడ్యూసర్, KW మొత్తం - ఆపరేటింగ్ సైకిల్ కోఎఫీషియంట్; చిన్న స్థిరమైన ఇన్పుట్ వేగం), అవుట్పుట్ పారిశ్రామిక సర్వో ప్లానెటరీ రీడ్యూసర్ యొక్క టార్క్ సాధారణంగా 2000Nm కంటే ఎక్కువ కాదు, ప్రత్యేక సూపర్-టార్క్ సర్వో ప్లానెటరీ రీడ్యూసర్ 10000Nm కంటే ఎక్కువ సాధించగలదు. పని ఉష్ణోగ్రత సాధారణంగా -25°C మరియు 100°C మధ్య ఉంటుంది. గ్రీజును మార్చడం ద్వారా పని ఉష్ణోగ్రతను మార్చవచ్చు.

గేర్బాక్స్లు విండ్ టర్బైన్లలో విస్తృతంగా ఉపయోగించే ముఖ్యమైన మెకానికల్ భాగం. గాలి చర్యలో గాలి చక్రం ద్వారా ఉత్పత్తి చేయబడిన శక్తిని జనరేటర్కు ప్రసారం చేయడం మరియు సంబంధిత వేగాన్ని పొందడం దీని ప్రధాన విధి.
సాధారణంగా, గాలి చక్రం యొక్క వేగం చాలా తక్కువగా ఉంటుంది, ఇది విద్యుత్తును ఉత్పత్తి చేయడానికి జనరేటర్కు అవసరమైన వేగానికి దూరంగా ఉంటుంది. గేర్ బాక్స్ గేర్ జత యొక్క వేగాన్ని పెంచే చర్య ద్వారా ఇది గ్రహించబడాలి. అందువల్ల, గేర్ బాక్స్ను స్పీడ్ పెంచే బాక్స్ అని కూడా పిలుస్తారు.
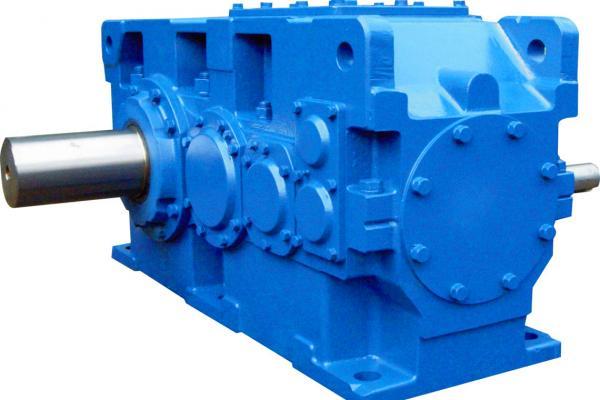
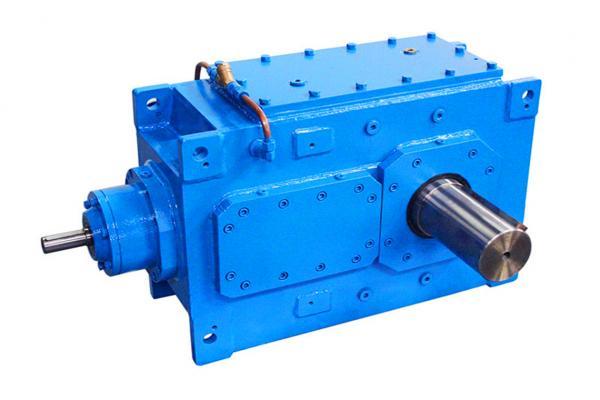
గేర్బాక్స్ విండ్ వీల్ నుండి వచ్చే శక్తికి మరియు గేర్ ట్రాన్స్మిషన్ సమయంలో ఉత్పన్నమయ్యే ప్రతిచర్య శక్తికి లోబడి ఉంటుంది. వైకల్యాన్ని నివారించడానికి మరియు ప్రసార నాణ్యతను నిర్ధారించడానికి శక్తి మరియు టార్క్ను తట్టుకోవటానికి ఇది తగినంత దృ g త్వం కలిగి ఉండాలి. గేర్బాక్స్ హౌసింగ్ రూపకల్పన విండ్ టర్బైన్ విద్యుత్ ప్రసారం యొక్క లేఅవుట్, ప్రాసెసింగ్ మరియు అసెంబ్లీ పరిస్థితులకు అనుగుణంగా ఉండాలి మరియు సులభంగా తనిఖీ మరియు నిర్వహణ ఉండాలి. గేర్బాక్స్ పరిశ్రమ వేగంగా అభివృద్ధి చెందడంతో, ఎక్కువ పరిశ్రమలు మరియు వివిధ సంస్థలు గేర్బాక్స్లను వర్తింపజేసాయి మరియు గేర్బాక్స్ పరిశ్రమలో ఎక్కువ సంస్థలు బలంగా ఉన్నాయి.
యూనిట్ నిర్మాణం యొక్క మాడ్యులర్ డిజైన్ సూత్రం ప్రకారం, గేర్ బాక్స్ భాగాల రకాలను బాగా తగ్గిస్తుంది మరియు పెద్ద-స్థాయి ఉత్పత్తి మరియు సౌకర్యవంతమైన మరియు వేరియబుల్ ఎంపికకు అనుకూలంగా ఉంటుంది. స్పైరల్ బెవెల్ గేర్ మరియు రీడ్యూసర్ యొక్క హెలికల్ గేర్ అన్నీ కార్బరైజ్ చేయబడ్డాయి మరియు అధిక-నాణ్యత అల్లాయ్ స్టీల్తో చల్లబడతాయి. దంతాల ఉపరితలం యొక్క కాఠిన్యం 60± 2HRC వరకు ఉంటుంది మరియు పంటి ఉపరితలం గ్రౌండింగ్ యొక్క ఖచ్చితత్వం 5-6 వరకు ఉంటుంది.
ప్రసార భాగాల బేరింగ్లు అన్ని దేశీయ ప్రసిద్ధ బ్రాండ్ బేరింగ్లు లేదా దిగుమతి చేసుకున్న బేరింగ్లు, మరియు సీల్స్ అస్థిపంజరం చమురు ముద్రలతో తయారు చేయబడ్డాయి; స్పీకర్ శరీరం యొక్క నిర్మాణం, క్యాబినెట్ యొక్క పెద్ద ఉపరితల వైశాల్యం మరియు పెద్ద ఫ్యాన్; మొత్తం యంత్రం యొక్క ఉష్ణోగ్రత పెరుగుదల మరియు శబ్దం తగ్గుతాయి మరియు ఆపరేషన్ యొక్క విశ్వసనీయత మెరుగుపడుతుంది. ప్రసార శక్తి పెరిగింది. సమాంతర అక్షం, ఆర్తోగోనల్ అక్షం, నిలువు మరియు క్షితిజ సమాంతర సార్వత్రిక పెట్టెను గ్రహించవచ్చు. ఇన్పుట్ మోడ్లో మోటార్ కప్లింగ్ ఫ్లాంజ్ మరియు షాఫ్ట్ ఇన్పుట్ ఉన్నాయి; అవుట్పుట్ షాఫ్ట్ లంబ కోణం లేదా క్షితిజ సమాంతర స్థాయిలో అవుట్పుట్ చేయవచ్చు మరియు ఘన షాఫ్ట్ మరియు బోలు షాఫ్ట్ మరియు ఫ్లాంజ్ అవుట్పుట్ షాఫ్ట్ అందుబాటులో ఉన్నాయి. . గేర్బాక్స్ ఒక చిన్న స్థలం యొక్క ఇన్స్టాలేషన్ అవసరాలను తీర్చగలదు మరియు కస్టమర్ అవసరాలకు అనుగుణంగా కూడా సరఫరా చేయబడుతుంది. సాఫ్ట్ టూత్ రిడ్యూసర్ కంటే దీని వాల్యూమ్ 1/2 చిన్నది, బరువు సగానికి తగ్గింది, సేవా జీవితం 3 ~ 4 రెట్లు పెరిగింది మరియు మోసే సామర్థ్యం 8 ~ 10 రెట్లు పెరిగింది. ప్రింటింగ్ మరియు ప్యాకేజింగ్ యంత్రాలు, త్రిమితీయ గ్యారేజ్ పరికరాలు, పర్యావరణ పరిరక్షణ యంత్రాలు, రవాణా పరికరాలు, రసాయన పరికరాలు, మెటలర్జికల్ మైనింగ్ పరికరాలు, స్టీల్ పవర్ పరికరాలు, మిక్సింగ్ పరికరాలు, రహదారి నిర్మాణ యంత్రాలు, చక్కెర పరిశ్రమ, పవన విద్యుత్ ఉత్పత్తి, ఎస్కలేటర్ ఎలివేటర్ డ్రైవ్, షిప్ ఫీల్డ్, లైట్ హై-పవర్, హై-స్పీడ్ రేషియో, ఇండస్ట్రియల్ ఫీల్డ్లు, పేపర్మేకింగ్, మెటలర్జికల్ పరిశ్రమ, మురుగునీటి శుద్ధి, బిల్డింగ్ మెటీరియల్స్ పరిశ్రమ, లిఫ్టింగ్ మెషినరీ, కన్వేయర్ లైన్లు మరియు అసెంబ్లీ లైన్లు వంటి హై-టార్క్ అప్లికేషన్లు. ఇది మంచి ధర పనితీరును కలిగి ఉంది మరియు దేశీయ పరికరాలకు అనుకూలంగా ఉంటుంది.

యాంత్రిక ప్రసారంలో విస్తృత అనువర్తనంలో గేర్ బాక్స్ ఒక ముఖ్యమైన భాగం. ఒక జత గేర్లు మెష్ చేసినప్పుడు, అనివార్యంగా పంటి పిచ్, దంతాల ఆకారం మరియు ఇతర లోపాలు ఉన్నాయి. ఆపరేషన్ సమయంలో, మెషింగ్ ప్రభావం ఏర్పడుతుంది మరియు గేర్ మెష్ ఫ్రీక్వెన్సీకి సంబంధించిన శబ్దం సంభవిస్తుంది. సాపేక్ష స్లైడింగ్ కారణంగా దంత ముఖాల మధ్య ఘర్షణ శబ్దం సంభవిస్తుంది. గేర్బాక్స్ డ్రైవ్లో గేర్లు ప్రాథమిక భాగం కాబట్టి, గేర్బాక్స్ శబ్దాన్ని నియంత్రించడానికి గేర్ శబ్దాన్ని తగ్గించడం అవసరం. సాధారణంగా, గేర్ సిస్టమ్ శబ్దం యొక్క కారణాలు ప్రధానంగా ఈ క్రింది అంశాలను కలిగి ఉంటాయి:
1. గేర్ డిజైన్. సరికాని పరామితి ఎంపిక, చాలా చిన్న యాదృచ్చికం, సరికాని లేదా ఆకార మార్పు, మరియు అసమంజసమైన గేర్బాక్స్ నిర్మాణం. గేర్ ప్రాసెసింగ్లో, బేస్ సెక్షన్ లోపం మరియు టూత్ ప్రొఫైల్ లోపం చాలా పెద్దవి, పార్శ్వ క్లియరెన్స్ చాలా పెద్దది మరియు ఉపరితల కరుకుదనం చాలా పెద్దది.
2. గేర్ రైలు మరియు గేర్బాక్స్. అసెంబ్లీ అసాధారణమైనది, సంపర్క ఖచ్చితత్వం తక్కువగా ఉంటుంది, షాఫ్ట్ యొక్క సమాంతరత తక్కువగా ఉంది, షాఫ్ట్ యొక్క దృ g త్వం, బేరింగ్ మరియు మద్దతు సరిపోదు, బేరింగ్ యొక్క భ్రమణ ఖచ్చితత్వం ఎక్కువగా లేదు మరియు అంతరం తగినది కాదు.
3. ఇతర అంశాలలో ఇన్పుట్ టార్క్. లోడ్ టార్క్ యొక్క హెచ్చుతగ్గులు, షాఫ్టింగ్ యొక్క టోర్షనల్ వైబ్రేషన్, మోటార్ యొక్క బ్యాలెన్స్ మరియు ఇతర ట్రాన్స్మిషన్ జతలు మొదలైనవి.

గేర్బాక్స్ కింది విధులను కలిగి ఉంది:
1. యాక్సిలరేటెడ్ డిసిలరేషన్ అనేది తరచుగా చెప్పబడే వేరియబుల్ స్పీడ్ గేర్బాక్స్.
2. డ్రైవ్ యొక్క దిశను మార్చండి. ఉదాహరణకు, శక్తిని నిలువుగా మరొకదానికి ప్రసారం చేయడానికి మేము రెండు సెక్టార్ గేర్లను ఉపయోగిస్తాము.
3. మలుపు తిరగండి. అదే శక్తి పరిస్థితులలో, గేర్ వేగంగా తిరుగుతుంది, షాఫ్ట్ అందుకునే చిన్న టార్క్, మరియు దీనికి విరుద్ధంగా.
4. క్లచ్ ఫంక్షన్: వాస్తవానికి మెష్ చేసిన రెండు గేర్లను వేరు చేయడం ద్వారా ఇంజిన్ను లోడ్ నుండి వేరు చేయవచ్చు. బ్రేక్ బారి వంటివి.
5. శక్తిని పంపిణీ చేయండి. ఉదాహరణకు, గేర్బాక్స్ మెయిన్ షాఫ్ట్ ద్వారా బహుళ స్లేవ్ షాఫ్ట్లను నడపడానికి మేము ఒక ఇంజిన్ను ఉపయోగించవచ్చు, తద్వారా బహుళ లోడ్లను నడపడానికి ఒక ఇంజిన్ యొక్క పనితీరును గ్రహించవచ్చు.
బేరింగ్ లైఫ్:
విండ్ టర్బైన్ గేర్బాక్స్ వైఫల్యాలలో 50% లోపాలు ఎంపిక, తయారీ, సరళత లేదా వాడకానికి సంబంధించినవి అని గణాంకాలు చెబుతున్నాయి. ప్రస్తుతం, వెనుకబడిన సాంకేతిక పరిస్థితులు మొదలైన వాటి కారణంగా, దేశీయ మెగావాట్-క్లాస్ యూనిట్ల యొక్క ప్రధాన భాగాలు, మోటార్లు, గేర్బాక్స్లు, బ్లేడ్లు, ఎలక్ట్రానిక్ నియంత్రణ పరికరాలు మరియు యా వ్యవస్థలు, దిగుమతులపై ఆధారపడతాయి మరియు ఈ పెద్ద గాలిలో ఉపయోగించబడతాయి టర్బైన్లు. బాక్స్ బేరింగ్లు, యా బేరింగ్లు, పిచ్ బేరింగ్లు మరియు కుదురు బేరింగ్లు పూర్తిగా దిగుమతులపై ఆధారపడి ఉంటాయి. అందువల్ల, విండ్ టర్బైన్ గేర్బాక్స్ల రూపకల్పనకు జీవితాన్ని భరించే మరింత ఖచ్చితమైన గణన పద్ధతి చాలా ముఖ్యం.

బేరింగ్లకు అవసరమైన అధిక విశ్వసనీయత కారణంగా, బేరింగ్ల యొక్క సేవా జీవితం సాధారణంగా 130,000 గంటలకు తక్కువ కాదు. అయినప్పటికీ, బేరింగ్ అలసట జీవితాన్ని ప్రభావితం చేసే చాలా కారకాల కారణంగా, బేరింగ్ ఫెటీగ్ లైఫ్ సిద్ధాంతాన్ని ఇంకా నిరంతరం మెరుగుపరచాల్సిన అవసరం ఉంది. స్వదేశీ మరియు విదేశాలలో ఏకరీతి బేరింగ్ జీవిత సిద్ధాంతం లేదు, ఇది అన్ని పరిశ్రమలు అంగీకరించిన గణన పద్ధతి.
బేరింగ్ యొక్క ఆపరేటింగ్ ఉష్ణోగ్రత, లూబ్రికేటింగ్ ఆయిల్ యొక్క స్నిగ్ధత, శుభ్రత మరియు భ్రమణ వేగం బేరింగ్ జీవితంపై గొప్ప ప్రభావాన్ని చూపుతాయి. ఆపరేటింగ్ స్థితి క్షీణించినప్పుడు (ఉష్ణోగ్రత పెరుగుదల, వేగం తగ్గుదల, కాలుష్య కారకాల పెరుగుదల), బేరింగ్ జీవితం బాగా తగ్గిపోవచ్చు. విండ్ టర్బైన్ గేర్బాక్స్ బేరింగ్ల జీవితాన్ని ప్రభావితం చేసే వివిధ కారకాల యొక్క లోతైన విశ్లేషణ, బేరింగ్ లైఫ్ యొక్క మరింత ఖచ్చితమైన గణన పద్ధతిని పరిశోధించడం దేశీయ బేరింగ్ పరిశ్రమ మరియు పవన విద్యుత్ పరిశ్రమ యొక్క ప్రధాన ప్రాధాన్యత.
వా డు:
1. యాక్సిలరేటెడ్ డిసిలరేషన్, దీనిని తరచుగా వేరియబుల్ స్పీడ్ గేర్బాక్స్ అని పిలుస్తారు.
2. డ్రైవ్ యొక్క దిశను మార్చండి. ఉదాహరణకు, శక్తిని నిలువుగా మరొకదానికి ప్రసారం చేయడానికి మేము రెండు సెక్టార్ గేర్లను ఉపయోగించవచ్చు.
3. మలుపు తిరగండి. అదే శక్తి స్థితిలో, వేగంగా వేగం మారుతుంది, షాఫ్ట్ అందుకునే చిన్న టార్క్, మరియు దీనికి విరుద్ధంగా.
4. క్లచ్ ఫంక్షన్: బ్రేక్ క్లచ్ వంటి వాస్తవానికి నిశ్చితార్థం చేసుకున్న రెండు గేర్లను వేరు చేయడం ద్వారా మేము ఇంజిన్ను లోడ్ నుండి వేరు చేయవచ్చు.
5. శక్తిని పంపిణీ చేయండి. ఉదాహరణకు, గేర్బాక్స్ మెయిన్ షాఫ్ట్ ద్వారా బహుళ స్లేవ్ షాఫ్ట్లను నడపడానికి మేము ఒక ఇంజిన్ను ఉపయోగించవచ్చు, తద్వారా బహుళ లోడ్లను నడపడానికి ఒక ఇంజిన్ యొక్క పనితీరును గ్రహించవచ్చు.

రూపకల్పన:
ఇతర పారిశ్రామిక గేర్బాక్స్లతో పోలిస్తే, విండ్ టర్బైన్ గేర్బాక్స్ భూమి నుండి అనేక పదుల మీటర్లు లేదా వంద మీటర్ల కంటే ఎక్కువ ఎత్తులో ఉన్న చిన్న క్యాబిన్లో వ్యవస్థాపించబడినందున, క్యాబిన్, టవర్, ఫౌండేషన్, యూనిట్ విండ్ కోసం దాని స్వంత వాల్యూమ్ మరియు బరువు లోడ్, సంస్థాపన మరియు నిర్వహణ ఖర్చులు మరియు వంటివి ముఖ్యమైన ప్రభావాన్ని కలిగి ఉంటాయి, కాబట్టి పరిమాణం మరియు బరువును తగ్గించడం చాలా ముఖ్యం. అదే సమయంలో, అసౌకర్య నిర్వహణ మరియు అధిక నిర్వహణ ఖర్చుల కారణంగా, గేర్బాక్స్ యొక్క డిజైన్ జీవితం సాధారణంగా 20 సంవత్సరాలు ఉండాలి మరియు విశ్వసనీయత అవసరాలు చాలా డిమాండ్గా ఉంటాయి. పరిమాణం మరియు బరువు మరియు విశ్వసనీయత తరచుగా సరిదిద్దలేని వైరుధ్యాల జత కాబట్టి, విండ్ టర్బైన్ గేర్బాక్స్ల రూపకల్పన మరియు తయారీ తరచుగా గందరగోళంలో పడతాయి. మొత్తం రూపకల్పన దశ విశ్వసనీయత మరియు పని జీవితం యొక్క అవసరాలకు అనుగుణంగా ఉండాలి మరియు కనీస వాల్యూమ్ మరియు కనిష్ట బరువును లక్ష్యంగా చేసుకుని ప్రసార పథకాన్ని సరిపోల్చండి మరియు ఆప్టిమైజ్ చేయండి; స్ట్రక్చరల్ డిజైన్ ట్రాన్స్మిషన్ పవర్ మరియు స్థల పరిమితులకు అనుగుణంగా ఉండాలి మరియు నిర్మాణాన్ని వీలైనంత సరళంగా పరిగణించాలి. విశ్వసనీయ ఆపరేషన్ మరియు అనుకూలమైన నిర్వహణ; తయారీ ప్రక్రియ యొక్క ప్రతి దశలో ఉత్పత్తి నాణ్యతను నిర్ధారించడం; ఆపరేషన్లో, గేర్బాక్స్ ఆపరేటింగ్ స్థితి (బేరింగ్ టెంపరేచర్, వైబ్రేషన్, ఆయిల్ ఉష్ణోగ్రత మరియు నాణ్యత మార్పులు మొదలైనవి) నిజ సమయంలో పర్యవేక్షించబడాలి మరియు స్పెసిఫికేషన్ల ప్రకారం మామూలుగా నిర్వహించబడాలి.
చిట్కా లైన్ వేగం చాలా ఎక్కువగా ఉండకూడదు కాబట్టి, సింగిల్ యూనిట్ సామర్థ్యం పెరుగుదలతో గేర్బాక్స్ యొక్క రేటెడ్ ఇన్పుట్ వేగం క్రమంగా తగ్గుతుంది మరియు MW పైన ఉన్న యూనిట్ యొక్క రేట్ వేగం సాధారణంగా 20r/min కంటే ఎక్కువ కాదు. మరోవైపు, జనరేటర్ యొక్క రేటింగ్ వేగం సాధారణంగా 1500 లేదా 1800r/min, కాబట్టి పెద్ద పవన శక్తిని పెంచే గేర్బాక్స్ వేగం నిష్పత్తి సాధారణంగా 75~100 ఉంటుంది. గేర్బాక్స్ వాల్యూమ్ను తగ్గించడానికి, 500kw పైన ఉన్న విండ్ పవర్ ట్రాన్స్మిషన్ బాక్స్ సాధారణంగా పవర్ స్ప్లిట్ ప్లానెటరీ ట్రాన్స్మిషన్ను స్వీకరిస్తుంది; 500kw~1000kw యొక్క సాధారణ నిర్మాణం రెండు స్థాయిల సమాంతర అక్షం + 1 గ్రహం మరియు 1 సమాంతర షాఫ్ట్ + 2 ప్లానెటరీ ట్రాన్స్మిషన్ను కలిగి ఉంటుంది. మెగావాట్ గేర్బాక్స్ 2-దశల సమాంతర షాఫ్ట్ +1 ప్లానెటరీ ట్రాన్స్మిషన్ నిర్మాణాన్ని స్వీకరించింది. సాపేక్షంగా సంక్లిష్టమైన ప్లానెటరీ ట్రాన్స్మిషన్ నిర్మాణం మరియు పెద్ద అంతర్గత రింగ్ గేర్లను ప్రాసెస్ చేయడంలో ఇబ్బంది కారణంగా, ఖర్చు ఎక్కువగా ఉంటుంది. 2-దశల ప్లానెటరీ ట్రాన్స్మిషన్తో కూడా, NW ప్రసారం సర్వసాధారణం.
తయారీ సాంకేతికత:
విండ్ పవర్ గేర్ బాక్స్ యొక్క బాహ్య గేర్ సాధారణంగా కార్బరైజింగ్ మరియు క్వెన్చింగ్ గ్రౌండింగ్ ప్రక్రియను అవలంబిస్తుంది. అధిక-సామర్థ్యం మరియు అధిక-ఖచ్చితమైన CNC ఏర్పాటు గేర్ గ్రౌండింగ్ మెషీన్ల పరిచయం మా విదేశీ గేర్ ఫినిషింగ్ స్థాయిని విదేశీ దేశాల కంటే చాలా భిన్నంగా చేసింది. 5 ప్రమాణం మరియు 19073 ప్రమాణం ద్వారా పేర్కొన్న 6006-స్థాయి ఖచ్చితత్వ సాంకేతికతను సాధించడంలో ఎటువంటి ఇబ్బంది లేదు. అయినప్పటికీ, హీట్ ట్రీట్మెంట్ డిఫార్మేషన్ కంట్రోల్, ఎఫెక్టివ్ లేయర్ డెప్త్ కంట్రోల్, టూత్ సర్ఫేస్ గ్రైండింగ్ టెంపరింగ్ కంట్రోల్ మరియు గేర్ టూత్ షేపింగ్ టెక్నాలజీలో చైనా యొక్క అధునాతన సాంకేతిక పరిజ్ఞానం మధ్య ఇంకా ఖాళీలు ఉన్నాయి.
విండ్ టర్బైన్ గేర్బాక్స్ యొక్క రింగ్ గేర్ యొక్క పెద్ద పరిమాణం మరియు అధిక ప్రాసెసింగ్ ఖచ్చితత్వం కారణంగా, చైనాలో లోపలి రింగ్ గేర్ యొక్క తయారీ సాంకేతికత అంతర్జాతీయ అధునాతన స్థాయికి భిన్నంగా ఉంటుంది, ఇది ప్రధానంగా గేర్ ప్రాసెసింగ్ మరియు వేడి చికిత్సలో ప్రతిబింబిస్తుంది హెలికల్ అంతర్గత గేర్ యొక్క వైకల్య నియంత్రణ.
బాక్స్ బాడీ, ప్లానెట్ క్యారియర్ మరియు ఇన్పుట్ షాఫ్ట్ వంటి నిర్మాణ భాగాల యొక్క మ్యాచింగ్ ఖచ్చితత్వం గేర్ ట్రాన్స్మిషన్ యొక్క మెషింగ్ నాణ్యత మరియు బేరింగ్ లైఫ్పై చాలా ముఖ్యమైన ప్రభావాన్ని చూపుతుంది. అసెంబ్లీ యొక్క నాణ్యత విండ్ టర్బైన్ గేర్బాక్స్ యొక్క పొడవు మరియు విశ్వసనీయతను కూడా నిర్ణయిస్తుంది. . నిర్మాణ భాగాల ప్రాసెసింగ్ మరియు అసెంబ్లీ ఖచ్చితత్వం యొక్క ప్రాముఖ్యత నుండి పరికరాల స్థాయికి మరియు విదేశీ దేశాల అధునాతన స్థాయికి మధ్య కొంత అంతరం ఉందని చైనా గ్రహించింది. అధిక-నాణ్యత, అధిక-విశ్వసనీయత కలిగిన విండ్ టర్బైన్ గేర్బాక్స్ల కొనుగోలు, అధునాతన డిజైన్ పద్ధతులు మరియు అవసరమైన తయారీ పరికరాల మద్దతుతో పాటు, తయారీ ప్రక్రియ యొక్క ప్రతి దశ యొక్క ఖచ్చితమైన నాణ్యత నియంత్రణ నుండి విడదీయరానిది. 6006 ప్రమాణం గేర్బాక్స్ నాణ్యత హామీపై కఠినమైన మరియు వివరణాత్మక నిబంధనలను అందిస్తుంది.

సరళత
సాధారణంగా ఉపయోగించే గేర్బాక్స్ లూబ్రికేషన్ పద్ధతులలో గేర్ ఆయిల్ లూబ్రికేషన్, సెమీ ఫ్లూయిడ్ గ్రీజు లూబ్రికేషన్ మరియు సాలిడ్ లూబ్రికెంట్ లూబ్రికేషన్ ఉన్నాయి. మెరుగైన సీలింగ్ కోసం, అధిక వేగం, అధిక లోడ్, మంచి సీలింగ్ పనితీరు గేర్ నూనెతో సరళత చేయవచ్చు; పేలవమైన సీలింగ్ కోసం, తక్కువ-వేగం సెమీ ఫ్లూయిడ్ గ్రీజుతో సరళత చేయవచ్చు; చమురు రహిత లేదా అధిక-ఉష్ణోగ్రత అనువర్తనాల కోసం మాలిబ్డినం సల్ఫైడ్ సూపర్ఫైన్ పౌడర్ లూబ్రికేషన్.
గేర్బాక్స్ యొక్క సరళ ఆపరేషన్ కోసం గేర్బాక్స్ యొక్క సరళత వ్యవస్థ చాలా ముఖ్యం. గేర్ మెషింగ్ ప్రాంతానికి మరియు బేరింగ్లకు చమురును ఇంజెక్ట్ చేయడానికి పెద్ద విండ్ టర్బైన్ గేర్బాక్స్లో నమ్మదగిన బలవంతపు సరళత వ్యవస్థ ఉండాలి. గేర్బాక్స్ వైఫల్యానికి కారణం, సరళత లేకపోవడం సగానికి పైగా ఉంది. కందెన చమురు ఉష్ణోగ్రత భాగం అలసట మరియు మొత్తం వ్యవస్థ జీవితానికి సంబంధించినది. సాధారణంగా, సాధారణ ఆపరేషన్ సమయంలో గేర్బాక్స్ యొక్క గరిష్ట చమురు ఉష్ణోగ్రత 80 ° C మించకూడదు మరియు వేర్వేరు బేరింగ్ల మధ్య ఉష్ణోగ్రత వ్యత్యాసం 15 ° C మించకూడదు. చమురు ఉష్ణోగ్రత 65 ° C కంటే ఎక్కువగా ఉన్నప్పుడు, శీతలీకరణ వ్యవస్థ పనిచేయడం ప్రారంభిస్తుంది; చమురు ఉష్ణోగ్రత 10 ° C కంటే తక్కువగా ఉన్నప్పుడు, నూనెను ముందుగా నిర్ణయించిన ఉష్ణోగ్రతకు వేడి చేసి, ఆపై ఆన్ చేయాలి.
వేసవిలో, విండ్ టర్బైన్ యొక్క దీర్ఘకాలిక పూర్తి స్థితి, ప్లస్ ప్రత్యక్ష సూర్యకాంతి కారణంగా, చమురు యొక్క ఆపరేటింగ్ ఉష్ణోగ్రత సెట్ విలువ కంటే పెరుగుతుంది; ఈశాన్య ప్రాంతంలో చల్లని శీతాకాలంలో, కనిష్ట ఉష్ణోగ్రత తరచుగా 30 °C కంటే తక్కువగా ఉంటుంది, సరళత. పైప్లైన్లో లూబ్రికేటింగ్ ఆయిల్ మృదువైనది కాదు, గేర్లు మరియు బేరింగ్లు పూర్తిగా లూబ్రికేట్ చేయబడవు, దీని వలన గేర్బాక్స్ అధిక ఉష్ణోగ్రత వద్ద ఆగిపోతుంది, పంటి ఉపరితలం మరియు బేరింగ్ అరిగిపోతాయి మరియు తక్కువ ఉష్ణోగ్రత గేర్బాక్స్ ఆయిల్ యొక్క స్నిగ్ధతను కూడా పెంచుతుంది. ఆయిల్ పంప్ ప్రారంభమైనప్పుడు, లోడ్ భారీగా ఉంటుంది మరియు పంప్ మోటారు ఓవర్లోడ్ అవుతుంది. .
గేర్బాక్స్ కందెనలు ఆపరేషన్ కోసం వాంఛనీయ ఉష్ణోగ్రత పరిధిని కలిగి ఉంటాయి. గేర్బాక్స్ లూబ్రికేషన్ సిస్టమ్ కోసం కందెన థర్మల్ మేనేజ్మెంట్ సిస్టమ్ను రూపొందించడానికి ఇది సిఫార్సు చేయబడింది: ఉష్ణోగ్రత ఒక నిర్దిష్ట విలువను అధిగమించినప్పుడు, శీతలీకరణ వ్యవస్థ పని చేయడం ప్రారంభిస్తుంది. ఉష్ణోగ్రత నిర్దిష్ట విలువ కంటే తక్కువగా ఉన్నప్పుడు, తాపన వ్యవస్థ పనిచేయడం ప్రారంభిస్తుంది. ఉష్ణోగ్రతను ఎల్లప్పుడూ సరైన పరిధిలో ఉంచండి. అదనంగా, కందెన నూనె యొక్క నాణ్యతను మెరుగుపరచడం కూడా సరళత వ్యవస్థలో పరిగణించవలసిన ముఖ్యమైన అంశం. కందెన ఉత్పత్తులు అద్భుతమైన తక్కువ-ఉష్ణోగ్రత ద్రవత్వం మరియు అధిక-ఉష్ణోగ్రత స్థిరత్వాన్ని కలిగి ఉండాలి మరియు అధిక-పనితీరు గల కందెన నూనెపై పరిశోధనను బలోపేతం చేయాలి.

అల్యూమినియం మిశ్రమం NMRV వార్మ్ గేర్ రిడ్యూసర్ని అవసరమైన విధంగా సమలేఖనం చేసిన తర్వాత, ఇది మెరుగైన ప్రసార ప్రభావాన్ని మరియు సుదీర్ఘ సేవా జీవితాన్ని సాధించగలదు. అనేక రకాల కప్లింగ్లను ఉపయోగించాలి, అయితే జుయ్ స్టీల్ ఫిక్స్డ్ కప్లింగ్లను ఉపయోగించదు. అటువంటి couplings యొక్క సంస్థాపన కష్టం. సంస్థాపన సరికాకపోతే, లోడ్ పెరుగుతుంది, ఇది సులభంగా బేరింగ్లను కలిగిస్తుంది. అవుట్పుట్ షాఫ్ట్ యొక్క నష్టం లేదా విచ్ఛిన్నం. NMRV రీడ్యూసర్ యొక్క ఫిక్సింగ్ చాలా ముఖ్యమైనది. సున్నితత్వం మరియు దృఢత్వాన్ని నిర్ధారించడానికి, మేము దానిని సాధారణంగా క్షితిజ సమాంతర పునాది లేదా బేస్ మీద ఇన్స్టాల్ చేయాలి. అదే సమయంలో, చమురు కాలువలో నూనెను తీసివేయాలి మరియు శీతలీకరణ గాలి ప్రసరణ సజావుగా ఉండాలి. వార్మ్ గేర్ రిడ్యూసర్ యొక్క టెస్ట్ రన్ సమయం రెండు గంటల కంటే తక్కువ ఉండకూడదు. సాధారణ ఆపరేషన్ ప్రమాణం స్థిరమైన ఆపరేషన్, కంపనం లేదు, శబ్దం లేదు, లీకేజీ లేదు, ప్రభావం లేదు. అసాధారణ పరిస్థితులు ఏర్పడినట్లయితే, అది సకాలంలో తొలగించబడాలి. RV గేర్డ్ మోటారును వ్యవస్థాపించేటప్పుడు, ట్రాన్స్మిషన్ యొక్క కేంద్ర అక్షం యొక్క అమరికకు ప్రత్యేక శ్రద్ధ వహించండి. అమరిక యొక్క లోపం తగ్గింపుదారు ఉపయోగించిన కలపడం యొక్క పరిహారం మొత్తాన్ని మించకూడదు. వార్మ్ గేర్ రిడ్యూసర్ బాగా స్థిరంగా లేకుంటే మరియు ఫౌండేషన్ నమ్మదగనిదిగా ఉంటే, అది కంపనం మొదలైన వాటికి కారణమవుతుంది మరియు బేరింగ్లు మరియు గేర్లు దెబ్బతింటాయి. అవసరమైనప్పుడు ట్రాన్స్మిషన్ కప్లింగ్లో గార్డులు అమర్చాలి. ఉదాహరణకు, కలపడం లేదా గేర్లు, స్ప్రాకెట్ ట్రాన్స్మిషన్ మొదలైన వాటిపై ప్రోట్రూషన్లు ఉన్నాయి. అవుట్పుట్ బేరింగ్ యొక్క రేడియల్ లోడ్ పెద్దగా ఉంటే, ఉపబల రకాన్ని కూడా ఉపయోగించాలి.
అల్యూమినియం మిశ్రమం NMRV వార్మ్ గేర్ రీడ్యూసర్ వ్యవస్థాపించబడిన తర్వాత, ఇన్స్టాలేషన్ స్థానం యొక్క ఖచ్చితత్వాన్ని క్రమంలో పూర్తిగా తనిఖీ చేయాలి మరియు ప్రతి ఫాస్టెనర్ యొక్క విశ్వసనీయతను ఇన్స్టాలేషన్ తర్వాత సరళంగా తిప్పాలి. వార్మ్ గేర్ రిడ్యూసర్ను ఆయిల్ పూల్ స్ప్లాష్తో స్ప్లాష్ చేసినట్లయితే, వినియోగదారు రన్ చేయడానికి ముందు బిలం రంధ్రం యొక్క స్క్రూ ప్లగ్ను తీసివేసి, దానిని బిలం ప్లగ్తో భర్తీ చేయాలి. వేర్వేరు ఇన్స్టాలేషన్ స్థానాల ప్రకారం, ఆయిల్ లెవల్ ప్లగ్ మరియు స్క్రూని తెరిచి, ఆయిల్ లెవల్ లైన్ ఎత్తును తనిఖీ చేయండి మరియు ఆయిల్ లెవల్ ప్లగ్ స్క్రూ హోల్ నుండి ఆయిల్ పొంగిపోయే వరకు ఆయిల్ లెవల్ ప్లగ్ నుండి నూనెను జోడించండి. చమురు స్థాయి ప్లగ్ స్క్రూ చేసిన తర్వాత, నో-లోడ్ టెస్ట్ రన్ 2 గంటల కంటే తక్కువ కాదు. ప్రభావం, కంపనం, శబ్దం మరియు చమురు లీకేజీ లేకుండా ఆపరేషన్ స్థిరంగా ఉండాలి. అసాధారణతలు కనుగొనబడితే, అవి సకాలంలో తొలగించబడాలి. అవుట్పుట్ షాఫ్ట్లో ట్రాన్స్మిషన్ మెంబర్ను ఇన్స్టాల్ చేస్తున్నప్పుడు, అది సుత్తితో కొట్టడానికి అనుమతించబడదు. సాధారణంగా, అసెంబ్లీ గాలము మరియు షాఫ్ట్ ముగింపు యొక్క అంతర్గత ఘర్షణ ఉపయోగించబడుతుంది మరియు ట్రాన్స్మిషన్ సభ్యుడు బోల్ట్ ద్వారా ఒత్తిడి చేయబడుతుంది, లేకపోతే వార్మ్ వార్మ్ రీడ్యూసర్ యొక్క అంతర్గత భాగాలు దెబ్బతినవచ్చు.
NMRV గేర్బాక్స్ కేటలాగ్ డౌన్లోడ్








































{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}